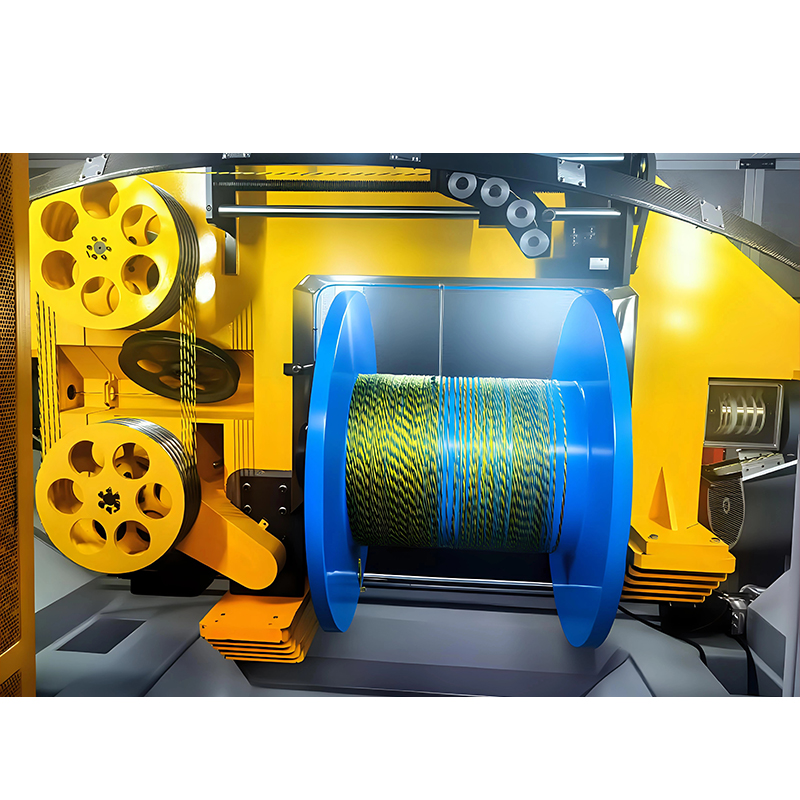
یک دستگاه سیمکشی یک دستگاه صنعتی است که چندین سیم، هادی یا رشتههای فیبر مجزا را به هم میپیچد یا بهصورت مارپیچی در یک ساختار کابلی یکپارچه قرار میدهد - و این قطعه اساسی تجهیزات پشت تقریباً هر کابل برق، خط مخابراتی و سیمبناب ویژه در زیرساختهای مدرن است. از کابلهای الکتریکی داخل دیوارهای خانهتان گرفته تا خطوط انتقال ولتاژ بالا که صدها مایل را در بر میگیرند، و از کابلهای فیبر نوری زیردریایی گرفته تا سیمبکسلهای آسانسور، همه این محصولات یکپارچگی ساختاری و عملکرد الکتریکی خود را مدیون مهندسی دقیق یک دستگاه هستند. دستگاه سرگردان .
ماشین استرندینگ چیست؟ تعریف و عملکرد اصلی
ماشین رشتهای یک سیستم تولید دقیق است که برای ترکیب چندین سیم یا رشتههای منفرد با چرخاندن آنها به یکدیگر در یک الگوی مارپیچ کنترلشده، ایجاد یک هادی یا کابل رشتهای است که از نظر مکانیکی قویتر، انعطافپذیرتر و از نظر الکتریکی برتر از یک سیم جامد با سطح مقطع معادل است.
اصل اساسی پشت الف دستگاه سرگردان ساده است: سیمهای منفرد (بابین یا قرقره) بر روی قابها یا بروشورهای چرخان نصب میشوند و در حین کار ماشین، چرخش این قابها باعث میشود که سیمها به صورت مارپیچی در اطراف یک هسته مرکزی یا اطراف یکدیگر قرار بگیرند. نتیجه یک محصول رشته ای است که خواص مکانیکی و الکتریکی آن با طول لایه (پیچ)، تعداد سیم ها، قطر سیم و هندسه رشته تعریف می شود.
از ماشین های رشته برای تولید استفاده می شود:
- هادی های مسی و آلومینیومی رشته ای برای کابل های برق و سیم کشی برق
- سیم طناب های فولادی برای جرثقیل ها، آسانسورها، پل های معلق و لنگرهای دریایی
- هسته های کابل فیبر نوری برای مخابرات و انتقال داده
- مجموعه کابل های زره پوش برای کاربردهای زیر دریا، معدن، و نظامی
- هادی های تخصصی مانند ACSR (Aluminium Conductor Steel Reinforced) برای خطوط انتقال هوایی
ماشین رشتهای چگونه کار میکند؟ فرآیند گام به گام
یک ماشین رشته با تغذیه رشته های سیم جداگانه از بوبین های بادی چرخان از طریق یک سری قالب های راهنما و یک قالب بسته کار می کند، جایی که آنها به هم کشیده می شوند و تحت تنش کنترل شده به پیکربندی مارپیچ نهایی خود می پیچند.
مرحله 1: بازده و کنترل تنش
سیمپیچها یا بوبینهای مجزا بر روی سیستم پرداخت ماشین بارگذاری میشوند. هر بوبین یک رشته سیم واحد را تغذیه می کند. ترمزهای کششی یا سیستمهای رقصنده فعال، کشش ثابت و کنترلشده جداگانه را بر روی هر سیم - معمولاً در ± 2٪ از نقطه تنظیم - حفظ میکنند تا از قرارگیری ناهموار، شکستگی سیم یا تغییر شکل هادی در طول فرآیند رشتهبندی جلوگیری کنند.
مرحله 2: سیستم های پیش شکل گیری و هدایت
در بسیاری از با کیفیت بالا دستگاه سرگردانs ، سیم های جداگانه قبل از رسیدن به قالب بسته شدن از ابزارهای پیش شکل دهنده عبور می کنند. پیششکلدهی هر سیم را کمی در جهتی که در رشته نهایی حرکت میکند خم میکند و تنشهای داخلی را در کابل نهایی کاهش میدهد و انعطافپذیری را بهبود میبخشد. حلقه ها و غلتک های راهنما هر رشته را قبل از بسته شدن به موقعیت زاویه ای صحیح هدایت می کنند.
مرحله 3: مرگ پایانی
همه رشتههای منفرد در قالب بستهکننده همگرا میشوند - یک کاربید ماشینکاری شده دقیق یا ابزار فولادی سخت شده با دهانه مرکزی به اندازه قطر خارجی هادی رشتهای نهایی. قالب بستهکننده، رشتهها را به شکل هندسه مقطع نهایی، چه گرد، چه بخششکل، یا فشرده (ساخت میلیکن برای هادیهای بسیار بزرگ) فشرده میکند.
مرحله 4: برداشت و اسپولینگ
هادی رشتهای تمامشده از قالب بستهکننده خارج میشود و توسط یک سیستم جمعآوری که توسط کاپستن هدایت میشود، روی یک قرقره یا درام پیچیده میشود. سرعت برداشت، هماهنگ با سرعت چرخش فریم های رشته، طول قرار گرفتن (پیچ) رشته را تعیین می کند - یک پارامتر کیفیت حیاتی. مدرن دستگاه سرگردانs از سیستمهای کنترل حلقه بسته مبتنی بر سروو استفاده کنید که دقت طول بستر را تا 0.5 ± میلیمتر در کل دوره تولید حفظ میکند.
انواع ماشین های رشته: کدام طراحی برای محصول شما مناسب است؟
پنج نوع اصلی ماشینهای رشتهدهنده وجود دارد - لولهای، سیارهای (سخت)، کمانی (پرش)، دستهبندی، و چرخاندن درام - که هر کدام برای انواع سیمها، سرعتهای تولید و ساختارهای کابلی خاص بهینه شدهاند.
1. ماشین رشته لوله ای
لوله ای دستگاه سرگردان پرکاربردترین طرح در صنعت سیم و کابل است. بوبین های سیمی جداگانه در داخل یک لوله فلزی چرخان ("گهواره" یا "قفس") نصب می شوند. همانطور که لوله می چرخد، سیم ها به صورت مارپیچ در اطراف یک عنصر مرکزی قرار می گیرند. ماشین های لوله ای می توانند 6 تا 61 یا بیشتر بابین در هر لایه را اداره کنند و قادر به تولید ساختارهای چند لایه هستند. سرعت خط 20 تا 120 متر در دقیقه معمولی است و برخی از مدلهای پرسرعت برای کاربردهای سیم ریز به 200 متر در دقیقه میرسند. آنها انتخاب استاندارد برای هادی های مسی رشته ای در کابل های برق از 1.5 میلی متر مربع تا 1000 میلی متر مربع هستند.
2. ماشین رشته سیاره ای (سخت).
در یک ماشین رشتهبندی سیارهای، بوبینها روی یک قاب چرخان نصب میشوند، اما نسبت به قاب دستگاه توسط یک سیستم چرخ دنده سیارهای غیرقابل چرخش نگه داشته میشوند - به این معنی که خود بوبینها نمیچرخند، فقط قاب حامل آنها میچرخد. این امر پیچش به عقب را در رشته تمام شده حذف می کند، که برای تولید طناب فولادی، کابل زره پوش و محصولاتی که سیم های جداگانه باید شکل مستقیم اصلی خود را حفظ کنند، حیاتی است. ماشینهای سیارهای کندتر هستند (معمولاً 5 تا 30 متر در دقیقه) اما ساختارهای طناب از نظر هندسی دقیق و با تنش پسماند کم تولید میکنند.
3. کمان (Skip) ماشین رشته
دستگاه آرشه زنی از یک "کمان" یا بازوی چرخشی استفاده می کند که سیم را از یک بوبین ثابت حمل می کند و آن را به دور یک عنصر مرکزی می پیچد. از آنجایی که قرقره های بازده ثابت هستند، این طرح از قرقره های بسیار بزرگ و سنگینی استفاده می کند که چرخش آنها در دستگاه لوله ای غیرعملی است. کمانها در تولید زرههای سیم فولادی، زرهبندی کابلهای ولتاژ متوسط و سایر کاربردهای گیج سنگین رایج هستند. سرعت خط معمولی بین 5 تا 40 متر در دقیقه است و طراحی به طور طبیعی برای اعمال نوارها، پرکنندهها و لایههای بستر به طور همزمان با استفاده از سیم مناسب است.
4. دستگاه دسته
یک دستگاه دسته (همچنین به آن دسته دسته نیز گفته می شود) چندین سیم ریز را بدون حفظ جهت یا آرایش هندسی ثابت به هم می پیچد - سیم ها به سادگی در یک مارپیچ تصادفی یا نیمه تصادفی به هم متصل می شوند. این انعطافپذیرترین هادی رشتهای ممکن را برای کاربردهایی مانند سیمهای انعطافپذیر، کابل جوش، سیم بلندگو و دستههای سیمکشی خودرو تولید میکند. ماشینهای دستهبندی با سرعتهای بسیار بالا کار میکنند - معمولاً سرعت پرواز 400 تا 1500 دور در دقیقه - و برای قطر سیمهای ظریف از 0.05 میلیمتر تا 0.5 میلیمتر طراحی شدهاند.
5. ماشین چرخان درام (SZ Stranding)
دستگاه استرندینگ SZ (که به آن لایی نوسانی یا چرخان درام نیز می گویند) کل سیستم پرداخت را نمی چرخاند. در عوض، با استفاده از نوسانات رفت و برگشتی، پیچش های متناوب چپ و راست را به عناصر کابل اعمال می کند. این طراحی انقلابی به کابلها اجازه میدهد تا در سرعتهای خط بسیار بالا (تا 500 متر در دقیقه برای کابلهای شل فیبر نوری) به هم متصل شوند، زیرا جرمهای چرخشی وجود ندارد. SZ Stranding فناوری غالب برای تولید کابل های فیبر نوری است و همچنین برای کابل های برق ولتاژ پایین، کابل های کنترل و کابل های داده استفاده می شود. جهت قرار دادن متناوب یک الگوی "SZ" ایجاد می کند که به کابل تمام شده اجازه می دهد بدون باز شدن در طول عملیات اتصال باز و دوباره بسته شود.
| نوع ماشین | سرعت معمولی | محدوده سیم | کاربرد اولیه | چرخش پشت |
| لوله ای | 20-200 متر در دقیقه | قطر 0.3-5.0 میلی متر. | هادی کابل برق | بله |
| سیاره ای (صلب) | 5-30 متر در دقیقه | قطر 1.0-10.0 میلی متر. | سیم طناب، کابل زره پوش | خیر |
| تعظیم (پرش) | 5-40 متر در دقیقه | قطر 1.0-8.0 میلی متر. | زره پوش سنگین، ACSR | خیر |
| دسته بندی | 400-1500 دور در دقیقه | قطر 0.05-0.5 میلی متر. | سیم های انعطاف پذیر، سیم کشی خودکار | بله |
| SZ / چرخاندن درام | تا 500 متر در دقیقه | لوله های شل، سیم ریز | فیبر نوری، کابل داده | خیر |
جدول: مقایسه پنج نوع ماشین رشته اصلی بر اساس سرعت، محدوده قطر سیم، کاربرد و مشخصه پیچش برگشتی.
پارامترهای فنی کلیدی یک ماشین رشته
مهمترین پارامترهای فنی هر ماشین رشتهای عبارتند از طول لایه (پیچ)، سرعت چرخش، ظرفیت بوبین و دقت کنترل کشش - این چهار عامل کیفیت و قوام نهایی محصول رشتهای را تعیین میکنند.
طول قرار دادن (پیچ)
طول لایه فاصله محوری در امتداد کابل است که یک سیم یک دور کامل مارپیچ را روی آن کامل می کند. این یکی از مهمترین پارامترهای کیفیت در تولید کابل رشته ای است. طول قرارگیری کوتاهتر به دلیل طول سیم بیشتر در واحد طول کابل، کابل انعطاف پذیرتری با مقاومت الکتریکی بالاتر تولید می کند. استانداردهایی مانند IEC 60228 محدوده طول لایه گذاری را برای کلاس های هادی مختلف مشخص می کند - به عنوان مثال، هادی های انعطاف پذیر کلاس 5 باید طول لایه گذاری بیش از 16× قطر سیم جداگانه داشته باشند، در حالی که هادی های رشته ای کلاس 2 طول لایه گذاری را تا 25× قطر سیم مجاز می کنند.
سرعت رشته و نرخ چرخش
سرعت خط (m/min) و سرعت چرخش گهواره/پرنده (RPM) با هم طول و توان تولید را تعیین میکنند. برای یک ماشین رشته لوله ای که یک هادی با طول 50 میلی متر با سرعت خط 60 متر بر دقیقه تولید می کند، گهواره باید با سرعت 1200 دور در دقیقه (60 متر در دقیقه ÷ 0.05 متر در دقیقه) بچرخد. ماشینهای لولهای با سرعت بالا برای تولید سیمهای ریز به سرعت 1500 تا 2000 RPM میرسند. افزایش سرعت خط بدون افزایش تناسب چرخش، طول لایه را تغییر می دهد و خواص الکتریکی و مکانیکی کابل را تغییر می دهد.
ظرفیت و تعداد بابین
تعداد و اندازه بوبینهایی که یک دستگاه استرندینگ میتواند حمل کند مستقیماً تعیین میکند که چه ساختار کابلی میتواند تولید کند. یک دستگاه لوله ای 7 بوبین، 16 ساختار (یک سیم مرکزی به اضافه 6 سیم بیرونی) تولید می کند. یک ماشین 61 بوبین می تواند ساختارهای چندلایه پیچیده ای از جمله 1 6 12 18 24 = 61 هادی سیم تولید کند. قطر بوبین (معمولاً 200 میلی متر تا 800 میلی متر) تعیین می کند که چه مقدار سیم می تواند در هر دوره تولید بارگیری شود، که مستقیماً بر راندمان تولید و فرکانس توقف تعویض بوبین تأثیر می گذارد.
سیستم کنترل تنش
احتمالاً کنترل تنش پیچیده ترین جنبه مدرن است دستگاه سرگردان طراحی هر سیم باید در طول چرخه تخلیه بوبین با کشش صحیح تغذیه شود - کشش بسیار زیاد باعث ازدیاد طول سیم و کاهش قطر می شود. خیلی کم باعث تشکیل لایه و موج شل می شود. ماشینهای پیشرفته از ترمزهای کششی قابل برنامهریزی با فیدبک رول رقصنده استفاده میکنند، که کششهای سیم مجزا را بین ± 1 تا 2 درصد در سراسر چرخه تخلیه کامل بوبین حفظ میکنند. سیستمهای تنش سروو حلقه بسته 15 تا 30 درصد به هزینه دستگاه اضافه میکنند اما تغییرات مقاومت هادی را از 5± درصد به کمتر از 1± درصد کاهش میدهند.
بسته شدن سیستم قالب
شکل قالب بسته شدن هندسه نهایی هادی رشته را تعیین می کند. قالب های بست گرد سطح مقطع دایره ای استاندارد در اکثر کابل ها ایجاد می کند. قالبهای بخش، بخشهای ذوزنقهای یا D شکل را تولید میکنند که در کابلهای برق چند هستهای استفاده میشوند تا قطر کابل را به حداقل برسانند. قالب های فشرده (یا فشرده) رسانا را تا 90 تا 92 درصد از سطح مقطع دایره ای اسمی آن فشرده می کند و قطر کلی کابل را 8 تا 12 درصد کاهش می دهد - صرفه جویی قابل توجهی در مواد برای تولید کابل با حجم بالا.
کاربردهای ماشین های رشته ای در صنایع بزرگ
ماشینهای رشتهای در بخشهای تولید برق، مخابرات، ساختوساز، هوافضا و خودرو ضروری هستند - هر صنعتی که به کابلها، هادیها یا طنابهای سیم متکی باشد مستقیماً به خروجی ماشینهای رشتهای بستگی دارد.
| صنعت | نوع محصول | نوع ماشین رشته | الزامات کلیدی |
| برق Utilities | هادی کابل HV/EHV | لوله ای (multi-layer) | سطح مقطع هادی بزرگ |
| مخابرات | هسته های کابل فیبر نوری | SZ Stranding | سرعت بالا، بدون استرس فیبر |
| ساخت و ساز / عمران | کابل های ثابت پل، طناب | سیاره ای / کمان | خیر back-twist, high break load |
| خودرو | هادی های دسته سیم | دسته بندی / High-speed tubular | سیم ریز، انعطاف پذیری بالا |
| نفت و گاز / دریایی | کابل های زره پوش زیر دریا | کمان / سیاره صلب | مقاومت در برابر خوردگی، استحکام کششی |
| انرژی های تجدید پذیر | کابل های آرایه توربین بادی | لوله ای (compact strand) | انعطاف پذیری پیچشی، مقاومت در برابر اشعه ماوراء بنفش |
جدول: کاربردهای ماشین آلات در صنایع کلیدی، نشان دادن انواع محصول، پیکربندی ماشین و الزامات فنی اولیه.
ماشین Stranding در مقابل ماشین کابل کشی: تفاوت چیست؟
یک ماشین رشته سیمها را در یک هادی رشتهای ترکیب میکند، در حالی که یک ماشین کابلکشی چندین هسته عایق، پرکنندهها و لایههای محافظ را در یک کابل چند هستهای تمامشده مونتاژ میکند - این دو مراحل تولید متوالی هستند، نه ماشینهای قابل تعویض.
این تمایز برای تولیدکنندگان کابل که خطوط تولید را برنامه ریزی می کنند، مهم است. دستگاه رشته بر روی سیم های لخت یا مینا کار می کند - خروجی آن هادی رشته ای است که بعداً عایق می شود. دستگاه کابل کشی (همچنین به نام ماشین چیدمان یا دستگاه مونتاژ کابل نیز نامیده می شود) هسته های عایق بندی شده را می گیرد - که هر کدام از قبل حاوی یک هادی رشته ای هستند - و آنها را با پرکننده ها، نوارها، صفحه نمایش ها و غلاف ها به یکدیگر می پیچد تا کابل چند هادی کامل را تشکیل دهد.
| ویژگی | Stranding Machine | ماشین کابل کشی |
| مواد ورودی | سیم های تک لعاب/ لعاب دار | هسته های هادی عایق شده |
| محصول خروجی | هادی رشته ای | مونتاژ کابل چند هسته ای |
| مرحله فرآیند | اولیه (تشکیل رسانا) | تاخیر (مونتاژ کابل) |
| قطر عنصر | سیم 0.05-10 میلی متر | هسته های عایق 5 تا 150 میلی متر |
| سرعت معمولی | 20-500 متر در دقیقه | 2-30 متر در دقیقه |
| توابع اضافی | فشرده سازی، تشکیل بخش | نوار، پر کردن، غربالگری |
جدول: مقایسه کنار هم ماشین های رشته و ماشین های کابل کشی بر اساس عملکرد، ورودی/خروجی و مرحله فرآیند.
راهنمای خرید ماشین رشته: عوامل کلیدی برای ارزیابی قبل از خرید
انتخاب یک ماشین استندینگ مستلزم ارزیابی شش فاکتور حیاتی است: محدوده محصول، سرعت خروجی مورد نیاز، اندازه و تعداد بوبین، سطح اتوماسیون، ردپا و پشتیبانی پس از فروش – و انجام هر یک از این اشتباهات میتواند منجر به دستگاهی شود که از همان روز اول برنامه تولید مورد نظر خود را ضعیف عمل کند.
1. ابتدا سبد محصولات خود را تعریف کنید
قبل از ارزیابی هر ماشین خاصی، طیف کاملی از اندازه هادی، قطر سیم، طول لایه ها و ساختارهای رشته ای که خط تولید شما باید انجام دهد را ترسیم کنید. ماشینی که برای هادی های 1.5 تا 10 میلی متر مربعی بهینه شده است، عملکرد خوبی در تولید هادی های رشته ای فشرده 400 میلی متر مربع ندارد، حتی اگر از نظر فنی توانایی تولید داشته باشد. بسیاری از تولید کنندگان ماژولار را ارائه می دهند دستگاه سرگردانs که میتواند با پایههای مختلف بابین یا سیستمهای قالب بستهکننده مجدداً پیکربندی شود تا طیف وسیعتری از محصولات را بدون خرید چندین ماشین پوشش دهد.
2. محاسبه خروجی تولید مورد نیاز
خروجی ماهانه هادی مورد نیاز خود را بر حسب تن یا کیلومتر محاسبه کنید، سپس برای تعیین حداقل سرعت خط مورد نیاز و ساعات کار به عقب کار کنید. برای مثال، تولید 500 کیلومتر در ماه رسانای رشتهای 25 میلیمتر مربعی با 80 درصد در دسترس بودن دستگاه، به سرعت خط تقریباً 80 متر در دقیقه نیاز دارد که 2 شیفت در روز اجرا میشود. خرید ماشینی با سرعت 40 متر در دقیقه برای این تقاضا بلافاصله یک گلوگاه تولید ایجاد می کند.
3. اتوماسیون و سیستم کنترل
ماشینهای استرندینگ مدرن با سیستمهای کنترل مبتنی بر PLC از تنظیمات پارامترهای اولیه تا مدیریت دستور پخت کاملاً خودکار، نظارت بر کیفیت آنلاین و یکپارچهسازی دادههای Industry 4.0 در دسترس هستند. کنترل خودکار طول خواب، نظارت بر تنش در زمان واقعی با سیستمهای هشدار، و افزایش/کاهش خودکار سرعت در تخلیه بوبین میتواند نرخ ضایعات را 30 تا 50 درصد در مقایسه با ماشینهای دستی کاهش دهد. هزینه سرمایه اضافی اتوماسیون پیشرفته معمولاً طی 12 تا 24 ماه از طریق کاهش ضایعات مواد و هزینه های نیروی کار در تولید با حجم بالا بازپرداخت می شود.
4. ردپا و الزامات نصب
یک دستگاه لولهکشی لولهای 61 بوبین برای تولید هادیهای بزرگ میتواند 15 تا 25 متر طول و 20 تا 50 تن وزن داشته باشد که به کفپوش بتن مسلح با گودال فونداسیون و جداسازی لرزش نیاز دارد. خطوط اتصال SZ برای کابلهای فیبر نوری، در حالی که با سرعتهای بسیار بالا تولید میشوند، به دلیل عدم وجود تودههای چرخان گهواره، ردپای فشردهتری دارند - معمولاً 8 تا 15 متر. طرح کارخانه و ظرفیت جرثقیل را در کنار انتخاب ماشین برنامه ریزی کنید، زیرا دست کم گرفتن الزامات نصب می تواند 15 تا 25 درصد به کل هزینه پروژه اضافه کند.
5. پشتیبانی پس از فروش و در دسترس بودن قطعات یدکی
قالب های بسته، لنت ترمز کششی، یاتاقان های بوبین و یاتاقان های گهواره اجزای مصرفی در هر دستگاه سرگردان . بررسی کنید که سازنده یک انبار قطعات محلی یا منطقه ای نگهداری می کند، زمان پاسخگویی تضمین شده برای خرابی های بحرانی را ارائه می دهد (در حالت ایده آل کمتر از 48 ساعت)، و آموزش اپراتور را به عنوان بخشی از بسته راه اندازی ارائه می دهد. زمان از کار افتادن در یک دستگاه سیم کشی در یک کارخانه کابل می تواند 5000 تا 50000 دلار در هر شیفت بسته به مقیاس تولید هزینه داشته باشد - کیفیت خدمات پس از فروش یک ملاحظات ثانویه نیست.
استانداردهای کیفیت و آزمایش برای هادی های رشته ای
هادی های رشته ای تولید شده در ماشین های رشته باید مطابق با استانداردهای IEC 60228، ASTM B8 یا استانداردهای ملی معادل آن باشند که کلاس هادی، حداکثر مقاومت، حداقل انعطاف پذیری و تحمل ابعادی را مشخص می کند - رعایت این استانداردها برای محصولات کابلی در اکثر بازارهای تحت نظارت الزامی است.
IEC 60228 هادی های رشته ای را بر اساس انعطاف پذیری و ساختار به چهار کلاس طبقه بندی می کند:
- کلاس 1: هادی های جامد - در ماشین های رشته ای تولید نمی شوند
- کلاس 2: هادی های رشته ای برای نصب ثابت - رشته های لوله ای با طول های نهفته نسبتاً طولانی
- کلاس 5: هادی های انعطاف پذیر - دسته بندی سیم های ریز، طول های کوتاه، برای سیم های انعطاف پذیر و تجهیزات قابل حمل
- کلاس 6: هادی های بسیار انعطاف پذیر - بهترین دسته بندی سیم، کوتاه ترین بستر، برای جوشکاری کابل ها و کاربردهای بسیار انعطاف پذیر
آزمایشهای کیفیت کلیدی که بر روی خروجی هادی رشتهای از ماشینهای رشتهای انجام میشود، شامل اندازهگیری مقاومت DC بر اساس IEC 60228، بررسیهای ابعادی (اندازهگیری OD، گرد بودن)، تأیید طول لایه، و آزمایش انعطافپذیری (تعداد چرخههای خمشی تا شکست) برای کلاسهای هادی انعطافپذیر است.
سوالات متداول در مورد ماشین های استرندینگ
س: تفاوت بین دستگاه سیم کشی و دستگاه سیم کشی چیست؟
یک دستگاه سیم کشی قطر یک سیم واحد را با کشیدن آن از طریق قالب های کوچکتر کاهش می دهد - این دستگاه سیم های جداگانه ای با قطر دقیق از میله های ضخیم تر تولید می کند. یک ماشین رشته سیمهای متعددی که قبلا کشیده شدهاند را میگیرد و آنها را با هم به یک هادی رشتهای میپیچاند. این دو ماشین در فرآیند تولید متوالی هستند: اول سیم کشی، دوم رشته کردن. یک خط تولید کامل هادی معمولاً شامل یک دستگاه شکست میله، ماشینهای کشش سیم میانی و ریز، تجهیزات آنیلینگ و سپس دستگاه استندینگ است.
س: چرا سیم رشته ای برای بیشتر کاربردها بهتر از سیم جامد است؟
سیم رشته ای از سه جهت کلیدی بر سیم جامد با مقطع یکسان برتری دارد. اول، انعطافپذیری: سیم رشتهای را میتوان به طور مکرر بدون شکست خستگی فلز خم کرد، در حالی که سیم جامد با ظرفیت جریان معادل پس از چرخههای انعطاف نسبتاً کمی ترک میخورد. دوم، ظرفیت حمل جریان در مدارهای AC: اثر پوستی باعث میشود که جریان AC عمدتاً در سطح بیرونی هادیها جریان یابد - هادیهای رشتهای با سطح بیشتر در واحد حجم، جریان AC را کارآمدتر حمل میکنند، به همین دلیل است که کابلهای برق بزرگ همیشه از هادیهای رشتهای استفاده میکنند. سوم، تحمل خطا: اگر یک رشته به دلیل آسیب مکانیکی شکسته شود، هادی به کار خود ادامه می دهد، در حالی که شکستگی در هادی جامد یک شکست کامل است.
س: چند سیم می تواند به طور همزمان یک دستگاه سیم کشی کار کند؟
این کاملاً به طراحی و اندازه دستگاه بستگی دارد. ماشینهای رشتهبندی لولهای سطح ورودی 7 سیم (1 6 ساخت) را اداره میکنند، در حالی که ماشینهای صنعتی بزرگ 19، 37، 61 یا حتی بیشتر را برای سازههای رشتهای چند لایه جای میدهند. ماشینهای دستهبندی برای سیمهای بسیار ظریف میتوانند 100 سیم مجزا را به طور همزمان در یک گذر پردازش کنند. هادیهای بسیار بزرگ - مانند هادیهای میلیکن 2500 میلیمتر مربعی که در کابلهای DC با ولتاژ بالا استفاده میشوند - ابتدا با رشتهبندی بخشهای فرعی در ماشینهای رشتهای چندگانه، سپس مونتاژ قطعات در هادی نهایی در ماشین کابلکشی تولید میشوند.
س: یک دستگاه استندینگ به چه تعمیر و نگهداری نیاز دارد؟
برنامه تعمیر و نگهداری ماشین های گیره بر روانکاری یاتاقان های پایه (معمولاً هر 500 تا 1000 ساعت کارکرد)، بازرسی و جایگزینی لنت های ترمز کششی، نظارت بر سایش قالب بسته می شود (زمانی که قطر سوراخ بیش از 0.1 میلی متر از اسمی بیشتر شود، باید تعویض شود تا هندسه هادی و تغییر هندسه هادی بازرسی شود. ماشینهای مدرن با نظارت بر وضعیت PLC میتوانند از طریق تجزیه و تحلیل امضای ارتعاش قبل از وقوع خرابی، اپراتورها را از فرسودگی یاتاقان آگاه کنند - برنامههای تعمیر و نگهداری پیشبینیشده زمان خرابی برنامهریزی نشده را 40 تا 60 درصد در مقایسه با تعمیر و نگهداری برنامهریزی شده با فاصله زمانی کاهش میدهند.
س: آیا یک ماشین رشته می تواند هادی های آلومینیومی و همچنین مس تولید کند؟
بله همان دستگاه سیمکشی لولهای یا سیارهای میتواند هم سیمهای مسی و هم سیمهای آلومینیومی را پردازش کند، زیرا اصل رشتهبندی مواد آگنوستیک است. با این حال، تفاوت های مهمی در تنظیمات وجود دارد. سیم آلومینیومی به طور قابل توجهی نرمتر از مس است و بیشتر در معرض آسیبهای سطحی ناشی از اجزای راهنما است و به عناصر راهنمای صاف و صیقلی با شعاع تماس بزرگتر نیاز دارد. آلومینیوم همچنین نسبت به مس کمتر سخت می شود، بنابراین تنظیمات کشش باید کاهش یابد (معمولاً 30-40٪) تا از کشیدگی سیم جلوگیری شود. برای تولید ACSR (آلومینیوم هادی فولاد تقویت شده)، از رشته های کمانی یا ماشین های لوله ای تخصصی با سیستم پرداخت هسته فولادی مرکزی برای قرار دادن رشته های آلومینیومی روی یک هسته فولادی از پیش تعیین شده استفاده می شود.
س: چرخش پشتی در یک دستگاه استرندینگ چیست و چرا اهمیت دارد؟
چرخش به عقب در ماشینهای رشتهبندی لولهای رخ میدهد، زیرا بوبینها با گهواره میچرخند - این بدان معناست که هر سیم نه تنها حول محور کابل میپیچد، بلکه در حین کار، چرخش معکوس حول محور خود را نیز متحمل میشود. برای هادی های مسی، چرخش پشتی معمولاً بی ضرر است. با این حال، برای تولید طناب فولادی، چرخش به عقب باعث ایجاد تنشهای داخلی میشود که استحکام گسیختگی طناب را به میزان 5 تا 15 درصد کاهش میدهد و میتواند باعث چرخش طناب تحت بار شود - یک ویژگی خطرناک برای کاربردهای بلند کردن. ماشینهای تابدهنده سیارهای (سخت) با چرخش مخالف چرخشها در مقابل چرخش گهواره، چرخش به عقب را کاملاً از بین میبرند، به همین دلیل است که آنها استانداردی برای کاربردهای طناب سیمی و زره پوش هستند.
نتیجه گیری: چرا ماشین Stranding در تولید کابل مدرن محور باقی می ماند؟
دستگاه استرندینگ صرفاً یک قطعه از تجهیزات کارخانه نیست، بلکه فناوری توانمندی پشت هر شبکه الکتریکی، سیستم مخابراتی و کابل ساختاری در دنیای مدرن است.
از سادهترین دستگاه لولهای 7 سیم که سیمکشی انعطافپذیر خانگی تولید میکند تا پیشرفتهترین خط سیمکشی SZ که کابلهای نوری 1000 فیبر نوری را با سرعت 500 متر در دقیقه تولید میکند، مأموریت اساسی هر دستگاه سرگردان یکسان است: سیم های منفرد را به یک ساختار یکپارچه و بهینه تبدیل کنید که قوی تر، انعطاف پذیرتر و از نظر الکتریکی کارآمدتر از هر یک از اجزای جداگانه آن است.
از آنجایی که تقاضای جهانی برای زیرساختهای برق، شبکههای داده پرسرعت، خودروهای الکتریکی و سیستمهای انرژیهای تجدیدپذیر به سرعت ادامه مییابد، ماشین تراوش در همان ابتدای زنجیره تامین قرار میگیرد که همه آن را ممکن میسازد. انتخاب نوع مناسب - لولهای، سیارهای، کمانی، دستهای یا SZ - و تعیین صحیح آن برای محدوده محصول هدف، سرعت و استاندارد کیفیت، مهمترین تصمیم مهندسی است که سازنده کابل میگیرد. آن را درست انجام دهید، و دستگاه میلیونها متر محصول سازگار و سازگار را بهمدت 20 سال یا بیشتر بهطور قابلاعتماد ارائه خواهد کرد.